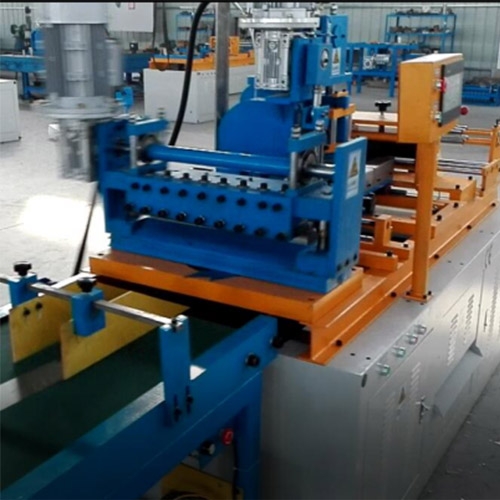
在剪切过程中出现板材位移(跑料),是金属加工企业常见的生产难题,不仅影响产品精度,还可能导致材料浪费和设备损耗。近期,不少客户反馈此类问题,经技术团队实操验证,跑料故障多源于压料力不足、液压系统设计缺陷及机械定位偏差,可通过针对性改造和规范操作解决。压料力不足是跑料的核心原因。根据液压系统计算公式,压料力需满足

Py=1/2×Pzh×b/2500(其中Pzh为剪切力,b为板材长度)。部分老旧设备因压料缸径设计偏小,实际压料力远低于需求值,导致板材在剪切时位移。
以QC12Y-16×4000型摆剪机为例,将压料缸径从40mm增大至50mm后,实际压料力从442kN提升至690kN,接近理论需求值707.2kN,剪切位移误差可控制在合理范围。液压系统设计不合理会加剧跑料问题。传统设备压料脚与系统共用回油回路,系统压力波动直接影响压料稳定性。通过改造液压系统,实现压料脚单独控压和保压功能,将压料回油与系统回油分开,增设压力控制元件,可有效避免压力波动导致的压料失效。
同时,定期检查液压管路密封性,更换老化密封圈,确保系统压力稳定。机械定位偏差也是重要诱因。工作台导轨平面度不足、后挡块定位精度偏差,会导致板材送料时受力不均。日常维护中,需定期打磨导轨,清除铁屑杂物,确保导轨平面度误差控制在合理范围;通过数控系统校准后挡块位置,首件剪切后及时测量尺寸,微调定位参数。此外,板材自身平整度问题也会影响剪切定位,建议在剪切前通过矫直机预处理,消除材料内部应力。
除了设备改造,规范操作也能有效规避跑料。操作人员需根据板材厚度、材质调整压料力和剪切参数,严禁剪切超宽、超厚材料;定期检查压料脚磨损情况,及时更换损坏部件。通过设备优化与规范操作相结合,可解决摆剪机跑料问题,提升剪切精度和生产效率。企业做好设备优化和操作规范培训,能减少跑料故障带来的损失。
除了设备改造,规范操作也能有效规避跑料。操作人员需根据板材厚度、材质调整压料力和剪切参数,严禁剪切超宽、超厚材料;定期检查压料脚磨损情况,及时更换损坏部件。通过设备优化与规范操作相结合,可彻底解决摆剪机跑料问题,提升剪切精度和生产效率。