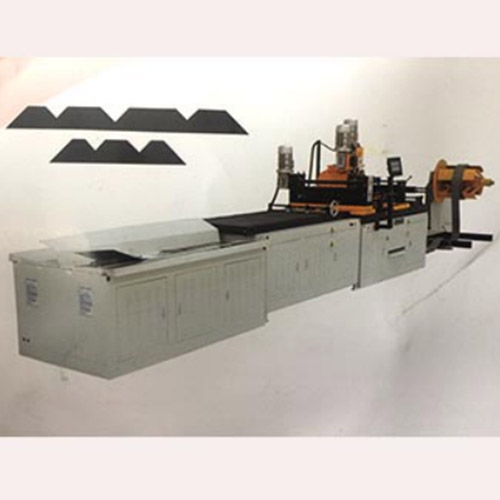
换刀前的准备工作
确认刀具及配件:准备好符合设备规格和加工要求的新刀片、垫片等相关配件,并确保其质量完好,无损坏、变形等缺陷。
清洁工作区域:清理数控横剪机的工作台上及周边的杂物、废料和灰尘,保持工作环境干净整洁,防止杂质进入设备内部或影响刀具安装精度。
停机并切断电源:将数控横剪机停止运行,并切断设备电源,以确保换刀过程中的人身安全和设备安全。同时,等待设备的运动部件完全停止转动和相关系统断电后再进行操作。
准备工具:准备好换刀所需的工具,如扳手、螺丝刀、游标卡尺等,并确保工具齐全且能正常使用。
旧刀具的拆卸步骤
操作控制台:在主操作台上按下 “换刀位” 灯钮,此时横剪机的相关部件如入口夹送辊、压爪、前后压辊等会自动抬起,出口螯状钳松开,摆动辊道回复至上升位,剪刃自动运行至剪刃拆卸位置。
切换操作模式:将就地操作箱上的 “正常 / 换剪刃” 选择开关拨至 “换剪刃”,将操作权转移到就地。当定尺剪区域未出现任何故障情况下,“操作允许” 指示灯点亮,表明剪刃更换可以开始。
启动高压泵:在定尺剪换剪刃就地操作箱上按下相应的剪刃锁紧泵(如 1# 剪刃锁紧泵或 2# 剪刃锁紧泵)的 “起 / 停” 灯钮,启动高压泵。
确认剪刃位置:检查上剪刃是否在拆卸位。若定尺剪主传动的 “换刀位” 灯钮处于熄灭状态,应按下该按钮使剪刃自动运行,直至灯钮点亮。也可根据现场实际情况通过操作 “反点 / 停 / 正点” 选择开关,点动使剪刃运行至拆卸位。
移动换刀小车:操作人员在就地操作箱上操作 “左移 / 停 / 右移” 选择开关,使小车开始横向移动,极限位置检测开关分别检测到 1# 小车和 2# 小车时,横向移动自动停止,灯钮到位常亮。若需要对小车停止位置进行调整,可在小车运行过程中通过操作 “退出 / 停 / 进入” 选择开关,点动小车运行,直至 “车至换刀位” 灯钮点亮。
托起下刀座:通过操作 “上升 / 停 / 下降” 选择开关,1#、2# 剪刃提升装置同时将下刀座托起到下剪刃位置。
打开下刀座锁紧缸:将就地操作箱上的下剪刃 “锁紧 / 松开” 选择开关从 “锁紧” 位操作至 “松开” 位,使下剪刃释放,此时锁紧泵运行,剪刃从刀座上释放,下剪刃 “释放” 灯点亮。需注意,在锁紧泵运行时,剪刃必须在 “换剪刃位”。
提升下剪刃:继续操作 “上升 / 停 / 下降” 选择开关,让下剪刃提升装置得电上升,直至上下剪刃的剪座嵌套装配在一起。
打开上刀座锁紧缸:操作就地操作箱上的上剪刃 “锁紧 / 松开” 选择开关至 “松开” 位,使上剪刃从刀座上释放。
取下旧刀具:小心地将旧刀具从剪座上取下,放置在指定的位置,避免刀具受到碰撞或损坏。

新刀具的安装步骤
安装新刀具及配件:将准备好的新刀片和垫片按照图纸要求与刀盒装配完好,并放置到 2# 小车上的指定位置。
移动小车至安装位:通过就地操作箱上的开关操作,使 2# 小车带着新刀具移动到刀具安装位置,确保小车准确到位,相关指示灯点亮。
降下刀具至安装位置:操作 “上升 / 停 / 下降” 选择开关,使上、下剪刃提升装置带动新刀具下降,直至新刀具准确地安装在剪座上。
锁紧上、下刀座:分别将就地操作箱上的上剪刃和下剪刃 “锁紧 / 松开” 选择开关拨至 “锁紧” 位,启动相应的锁紧泵,使上、下刀座的锁紧缸将新刀具牢固地锁紧在刀座上。
检查刀具安装情况:检查新刀具的安装是否牢固,有无松动现象,刀具的位置是否准确,确保刀具安装符合设备的精度要求。可以使用游标卡尺等工具测量刀具的安装尺寸,与规定值进行对比。
换刀后的调试工作
手动操作检查:通过操作面板上的手动控制按钮,点动控制横剪机的相关部件运动,如让剪刃进行开合动作,检查刀具的运动是否顺畅,有无卡滞、碰撞等异常情况。同时,检查入口夹送辊、压爪、前后压辊等部件的动作是否正常,与刀具的配合是否良好。
空载运行测试:在手动操作检查无问题后,进行空载运行测试。启动设备,让横剪机在空载状态下运行几个循环,观察设备的运行情况,包括刀具的切削声音、振动情况等。注意观察设备的各项参数显示是否正常,如电机电流、电压等,如有异常应立即停机检查。
刀具精度调试:如果数控横剪机具有刀具精度检测功能,可以使用该功能对新安装的刀具进行精度检测和调试。根据检测结果,对刀具进行微调,以确保刀具的切削精度符合加工要求。如没有自动检测功能,可通过加工一些试料,测量剪切后的尺寸精度,来判断刀具的精度是否满足要求,并进行相应的调整。
参数设置调整:根据新刀具的规格、材质以及加工材料的特性,在数控系统中设置相应的切削参数,如切削速度、进给速度、剪切间隙等。这些参数的合理设置对于保证加工质量和刀具寿命非常重要,需要根据实际情况进行调整和优化。
确认无误后投入生产:经过上述各项调试工作,确认设备运行正常、刀具安装精度符合要求、切削参数设置合理后,方可将数控横剪机投入正式生产。在生产过程中,要密切关注设备的运行情况和加工质量,如有问题应及时停机处理。