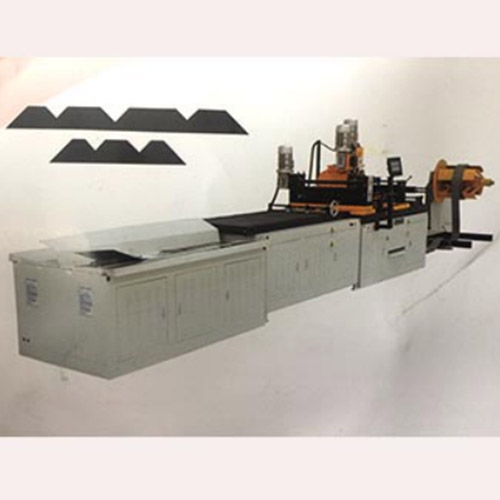
一、裁切精度异常的成因
(一)机械部件因素
刀具磨损:刀具长时间使用后,刃口会逐渐变钝,出现卷边、缺口等情况。在裁切金属板材时,就无法像新刀具那样快速、整齐地切断材料,导致裁切边缘出现毛刺、尺寸偏差,一般刀具刃口磨损超过0.1mm就可能影响精度 。
传动机构间隙:数控横剪机的传动部件,如齿轮、丝杆、导轨等,长期运行会产生磨损,出现间隙。当传动机构有间隙时,指令传输到执行部件会有滞后或偏差,比如丝杆螺母间隙过大,会使送料距离不准确,造成裁切尺寸误差 。
(二)控制系统因素
程序参数设置错误:操作人员在输入裁切尺寸、送料速度、刀具补偿等参数时,若输入错误,会直接导致裁切精度异常。比如送料长度参数设置少了1mm,裁切出的板材就会短1mm 。 控制系统故障:数控系统的硬件(如控制器、伺服驱动器 )或软件出现问题,会使信号传输、处理出错。像伺服驱动器故障,可能导致电机运行不稳定,送料不均匀,影响裁切精度 。
材料与环境因素 材料性能差异:待裁切的金属板材,若本身平整度差、硬度不均匀,在裁切时受力就会不一致。比如板材有波浪形弯曲,送料时就会出现偏移,使裁切尺寸不准 。 环境影响:车间温度、湿度变化,会让设备的机械部件热胀冷缩。比如夏季高温时,导轨受热膨胀,会改变其直线度;湿度大可能使传动部件生锈,影响运行精度 。
二、 裁切精度异常的解决策略
(一)机械部件维护
刀具管理:定期检查刀具状态,当刀具磨损达到一定程度(如刃口磨损0.1mm ),及时更换新刀具;还可对刀具进行刃磨修复,恢复其锋利度 。 传动机构调整:定期检测传动部件的间隙,对于齿轮传动,可调整中心距或更换磨损齿轮;对于丝杆传动,可调整螺母预紧力,消除间隙 。
(二)控制系统优化
参数校准:操作人员每次更换裁切材料、刀具后,重新校准程序参数,通过试切少量板材,验证参数设置是否正确,必要时进行微调 。
系统检修:定期对数控系统进行诊断,检查硬件是否正常工作,软件是否有漏洞、报错,及时更新系统程序、维修或更换故障硬件 。
(三)材料与环境管控 材料预处理:对平整度差、硬度不均的板材,在裁切前进行校平、时效等处理,改善材料性能,保证裁切时受力均匀 。 环境控制:将车间温度控制在20 25℃ 相对稳定的范围,湿度控制在四十到六十 ;定期清洁设备,防止灰尘、杂物影响机械部件运行 。 通过对数控横剪机裁切精度异常的成因分析与对应解决策略实施,能有效保障设备裁切精度,满足金属加工行业对板材尺寸精准度的要求,提升产品质量与生产效率 。